If the boiler has existing scale when the magnets are installed, expect the total dissolved solids (t.d.s.) to show an increase in a water test. This is due to the scale being removed from the boiler. Water in the sight glass of a steam boiler will exhibit a light turbidity, the colour of rusty mud. This is normal and desirable. When the boiler is opened for inspections, this same material seen in the sight glass will have formed a thin coating on the boiler tubes. This coating is easily wiped or rinsed off, and has no insulating properties. It does not inhibit heat transfer. However, this coating will help protect the boiler tubes from corrosion and oxygen damage. If the boiler has existing scale when the magnets are installed, expect the total dissolved solids (t.d.s.) to show an increase in a water test. This is due to the scale being removed from the boiler. Water in the sight glass of a steam boiler will exhibit a light turbidity, the colour of rusty mud. This is normal and desirable. When the boiler is opened for inspections, this same material seen in the sight glass will have formed a thin coating on the boiler tubes. This coating is easily wiped or rinsed off, and has no insulating properties. It does not inhibit heat transfer. However, this coating will help protect the boiler tubes from corrosion and oxygen damage.
 After approximately four days to two weeks, the magnets will start to remove any existing scale. The residue will be visible in the blow down water. When the water again runs clear, the boiler should be free of all scale. Temperature variation between water temperature and stack temperature should stabilize at 150 degrees. This is another indication that the boiler is now scale free. Hot water boilers will exhibit a similar presence of removed scale in the blow down process. The blow down water may develop a slight reddish brown color during the first few seconds of blow down. Again this is normal and desirable and an indication that the magnets are functioning as designed. After approximately four days to two weeks, the magnets will start to remove any existing scale. The residue will be visible in the blow down water. When the water again runs clear, the boiler should be free of all scale. Temperature variation between water temperature and stack temperature should stabilize at 150 degrees. This is another indication that the boiler is now scale free. Hot water boilers will exhibit a similar presence of removed scale in the blow down process. The blow down water may develop a slight reddish brown color during the first few seconds of blow down. Again this is normal and desirable and an indication that the magnets are functioning as designed.
RESULTS / BENEFITS
Any existing scale will be removed, and no further accumulation should occur. Greatly improved heat transfer means a reduction of fuel needed to heat water and cost reduction. Maintenance cost will also be reduced. Since scale can cause hot spots and premature tube failure, boiler life will be extended. The need for chemicals can be greatly reduced or eliminated with a result of additional cost savings and environmental benefits. |
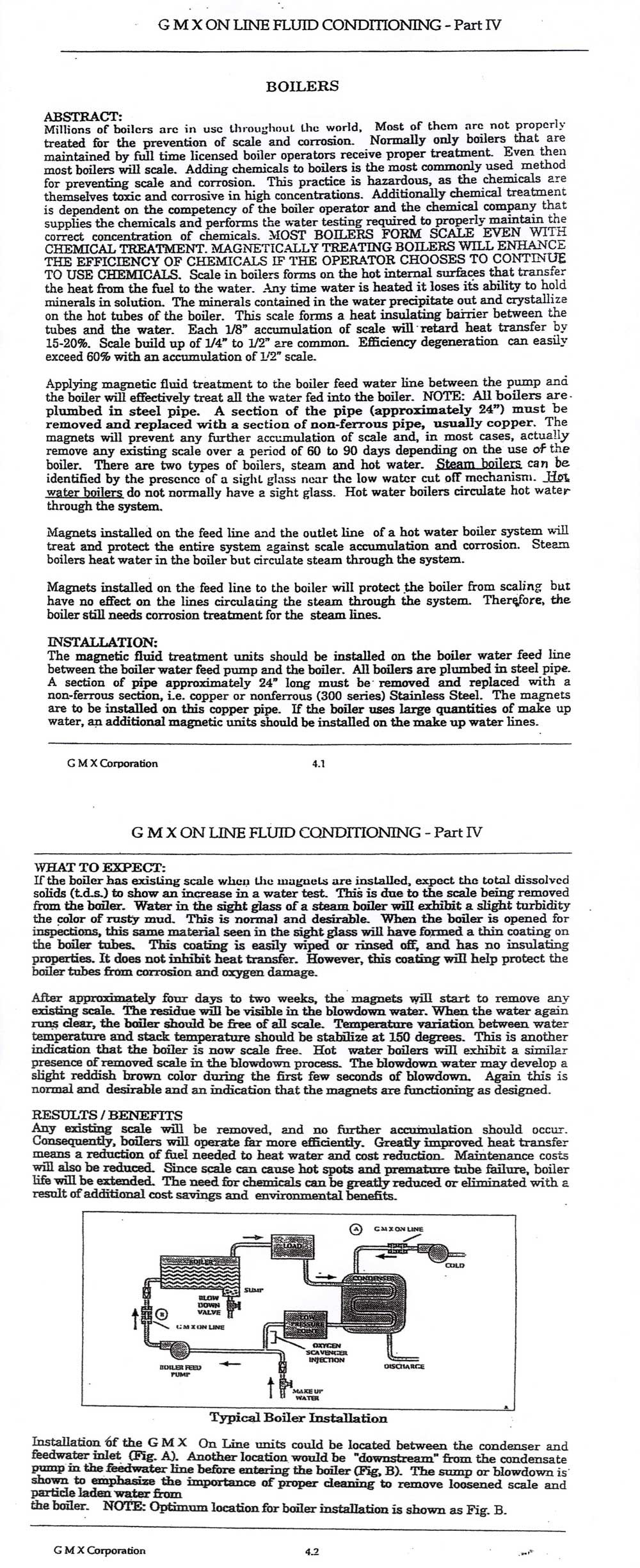
GMX Boiler Installation
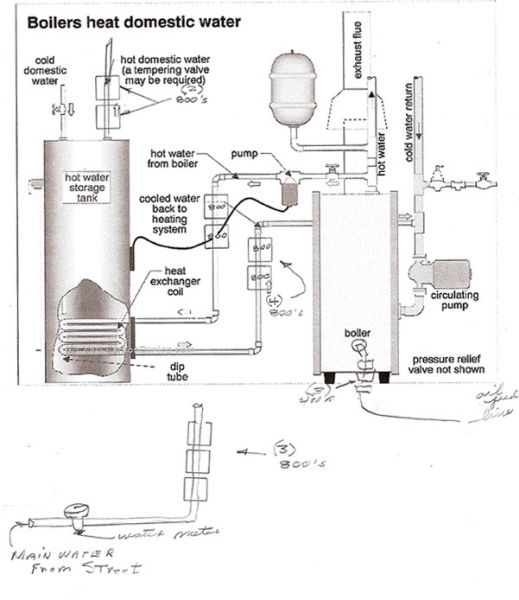

GMX Model 8000s on a 4" natural gas line to boiler



|